











Laminated Automotive Glass De-Airing Line(Nipper Line)

The Windshield and/or S/L De-Airing Lines (also called Nipper Line, or Tacking Line) is a common line for the production of curved laminated automotive parts. The ‘sandwich’ of two layers of glass and a PVB interlayer is squeezed by the press rolls. The line typically consists of two sets of presses. The first press is meant to squeeze out most of the air in the sandwich, while the second finishes the de-airing and ‘tacks’ the glass and vinyl together firmly, for handling prior to going downstream to an autoclave. The Nipper presses can have different designs depending on the glass to be processed(Windshields or Sidelites), and of different widths depending on the maximum size to be processed. Various line configurations exist, using different handling means, such as rotators, shuttles, and even robots for glass manipulation. It is typical that an entry and exit conveyor is included for each press, in order to align and angle the part as required based on the bend of the part.
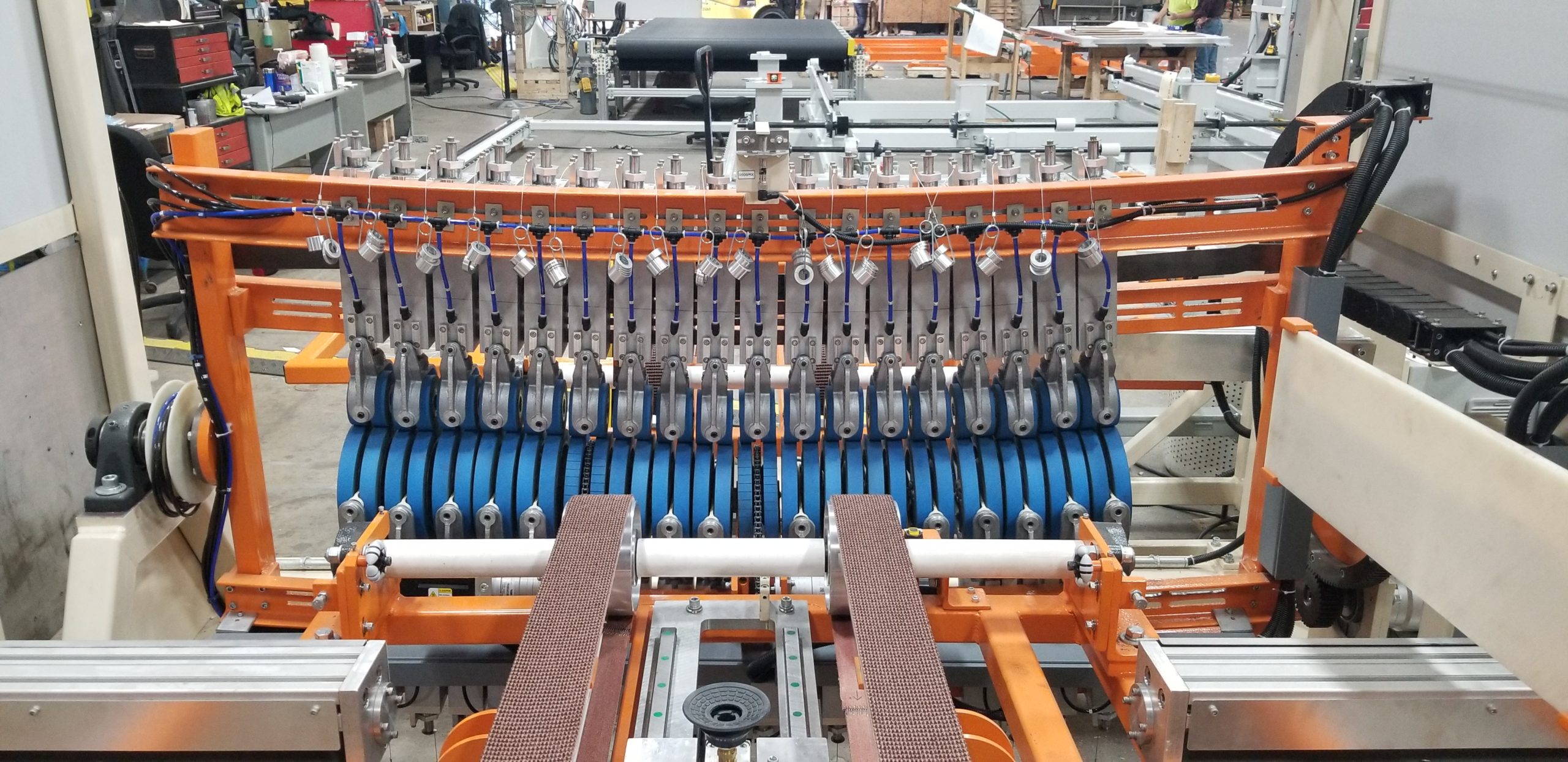
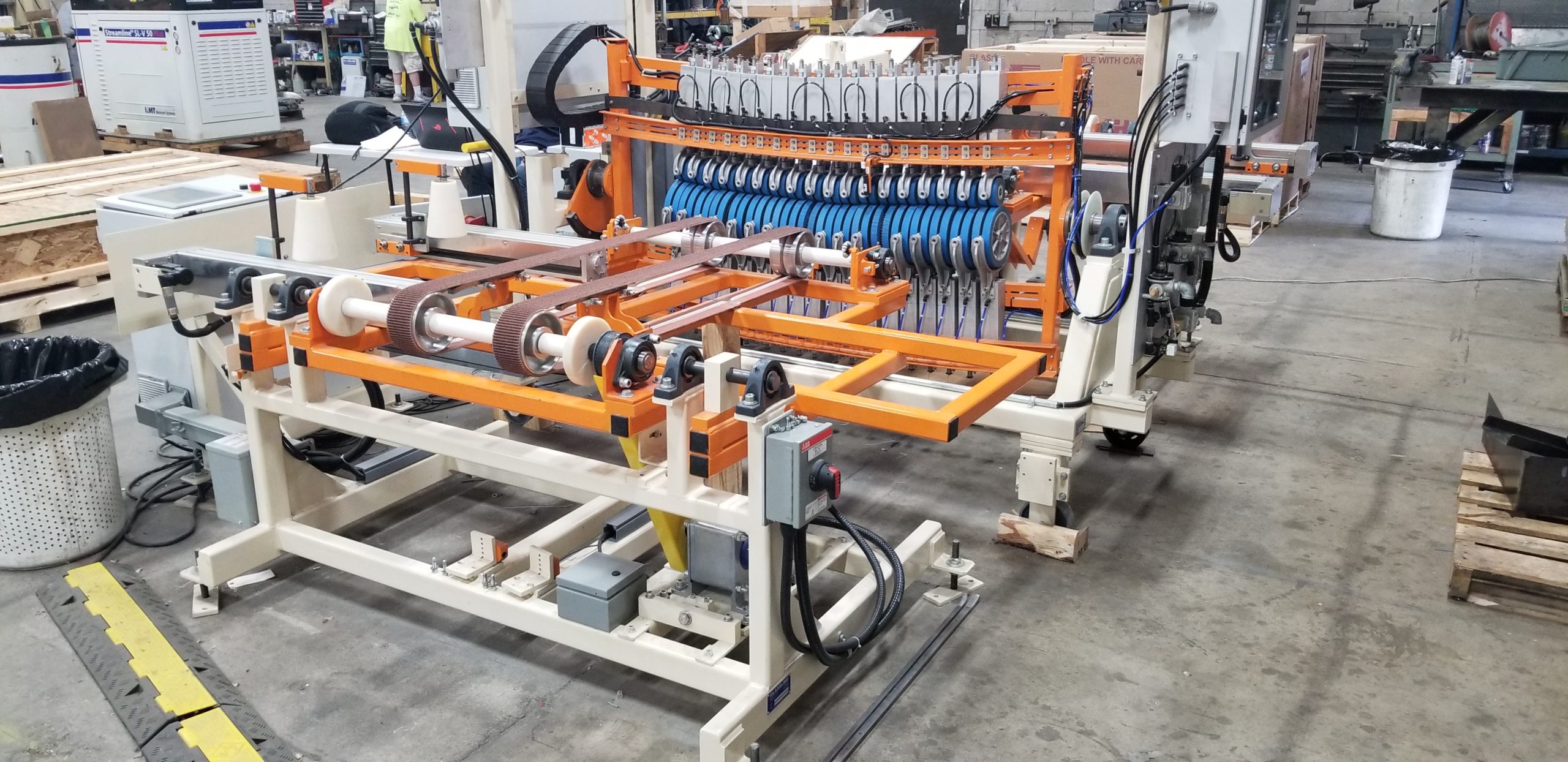
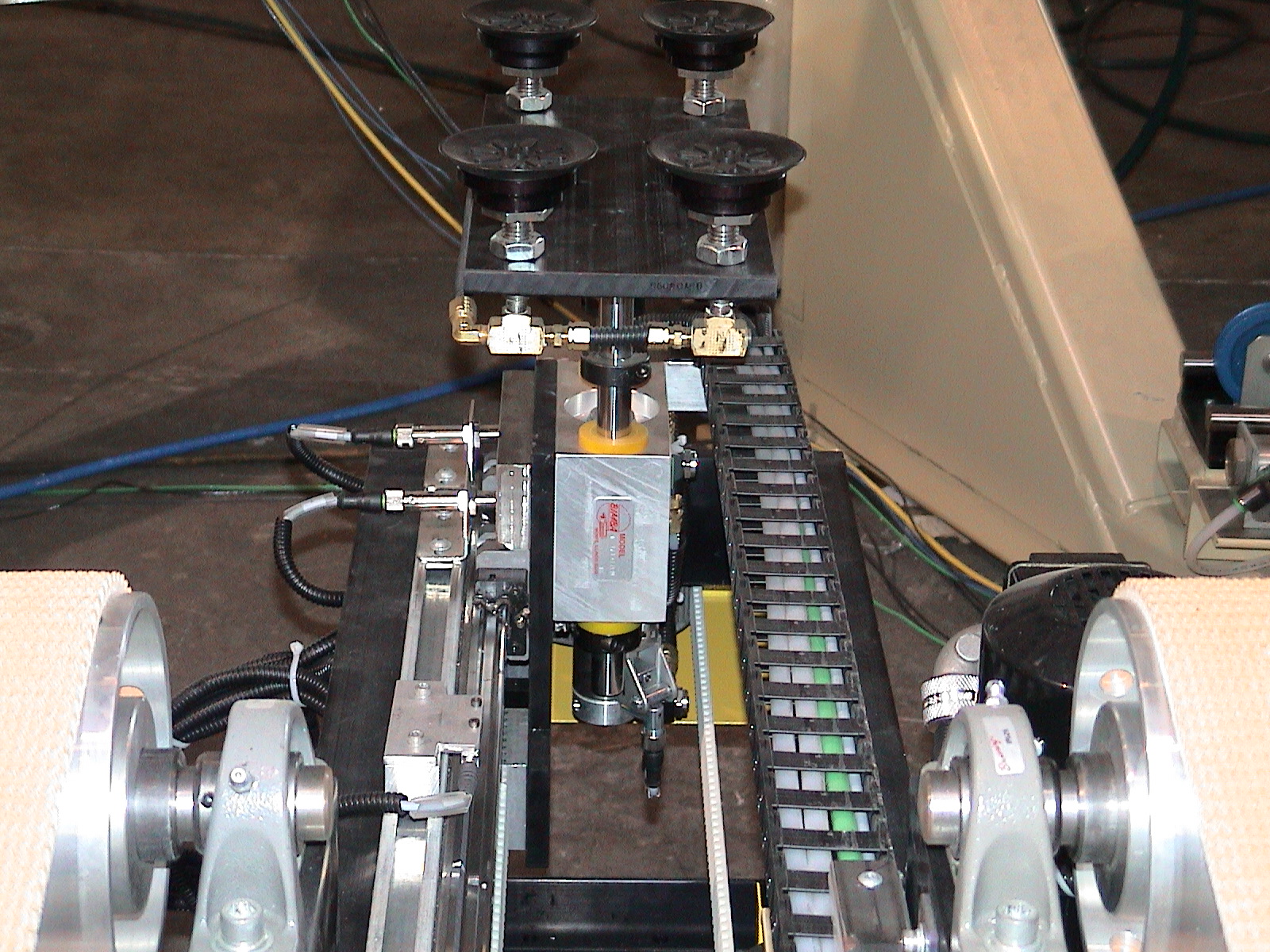
Nipper Roll Assembly Press
The nipper roll units are designed for the pressing of spherically curved laminated safety glass sheets.
The part enters the press and in order to accept the shape, the entry conveyor is angled down. The nipper press is angled toward the entry conveyor, such that the part enters exactly perpendicular at the contact point between the top and bottom rollers. As the part is driven into the press, the curvature of the part (as seen by the press) is changing, and therefore the press frame rotates to accommodate this, as well as accommodating the part weight. The press and the exit tilting conveyor must also be adjusted to accommodate the exit of the part, in a similar fashion as the entry side.
The frame which carries the roller system is tilted back and forth away from the vertical during processing, up to a maximum of 15º on both sides. Tilting of the frame is controlled by a servo motor. Some of the rollers of the press must be driven, in order to pull the part through the press. The drive rollers are driven by servo motors. The servo roller drive allows for the controlled feeding of the part in combination with the tilting of the frame.
The rubber coated pressure rollers apply pressure to the glass by means of compressed air to each top/bottom cylinder pair. The pressure applied is regulated by the operator, and set by an air gauge. This allows for slight adjustment between different cylinder pairs which can be useful for complex bends, or varied bends between part models. The pivot mounted pressure rollers are rubber covered and can be arranged and fixed in the swivel frame to conform to the glass shape. All rotating parts are mounted in ball bearings; ball guide bushings are installed in the housings.
Nipper Roll Press Options
- Available Widths: 1300mm and 1550mm wide
- Floating Drive Rolls: depending on width and part complexity, additional units can be installed
- Fixed Drive Rolls: normally one is required, although additional units can be installed
- Servo Nipper Press Rotation: automation of the nipper swing for varying part recipes
- Encoder feedback of Press Roller Drive normally included with above servo rotation
- Curved Nipper mounting channels
provides for a nominal cross curvature of the press unit, easing setup of the cylinders between parts of varying amount of cross curvature complexity - Automation of the cylinder height adjustment
- Nipper Cylinder calibration stand
Complete Nipper Lines
Glassline can provide a complete system for your Windshield or Sidelite de-airing process. This can include a flipper (if needed), de-airing and tacking ovens, rotators, nipper entry/exit tables, nipper presses, controls, mirror button application, etc. We have many different layouts to suit the plant space requirements, including in-line systems, rotators, transfer shuttles to reduce space requirements, vacuum assisted nipper entry, etc. Many options are available (see below).
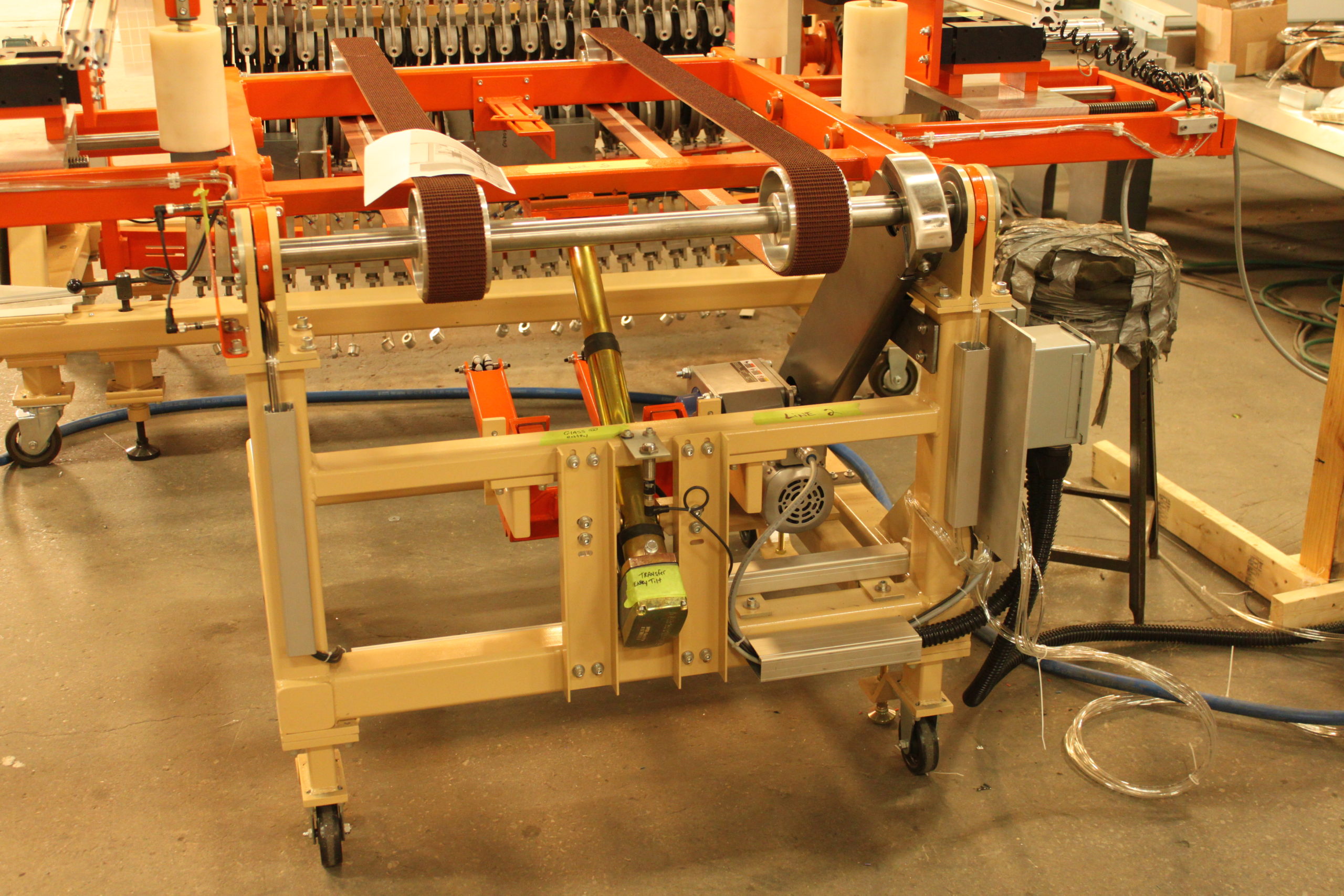
Entry / Exit Tilt Tables
The nipper entry and exit tilt tables are required for assisting the glass entry/exit into/from the nipper roll press. The tilt ability of the conveyor provides the means to present the proper angle of the windshield wing, due to the fact that different windshields have different depth of bend on the wings. Different options are available for the automation of the tilting feature. In addition, the entry tilt table is provided with squaring means, in order to properly locate the entry point of the windshield into the nipper roll press, so that it can be engaged by the nipper roll drive roller. Different squaring options are available, depending on the changeover requirements of the Customer. In addition, due to the severity of the bend on some windshields, it may be necessary to hold the part as it enters further into the nipper press. The exit conveyor is similarly tiltable to properly accept the windshield as it exits the nipper. In certain cases, it may be necessary to also include squaring as an option on the exit conveyor; the severity of the bend on some parts may cause the part to skew as it passes through and exits the nipper press, and it may be required to square the part for further processing.
Glasslines’ tilt tables come matched to the pre-assembly roller width, either 1550mm wide or 1300 mm wide versions. The units consist of a lower base frame and a tiltable conveyor frame. The lower frame can be fixed mounted or mounted via optional castors should adjustment or removal be desirable. The conveyor consists of two 3″ wide guided belts, which are adjustable in width if necessary for a wide range of part widths. The tilt of the conveyor frame is accomplished via a simple manual scissor jack, or optionally, this feature can be automated with feedback to the PLC for automatic setup.
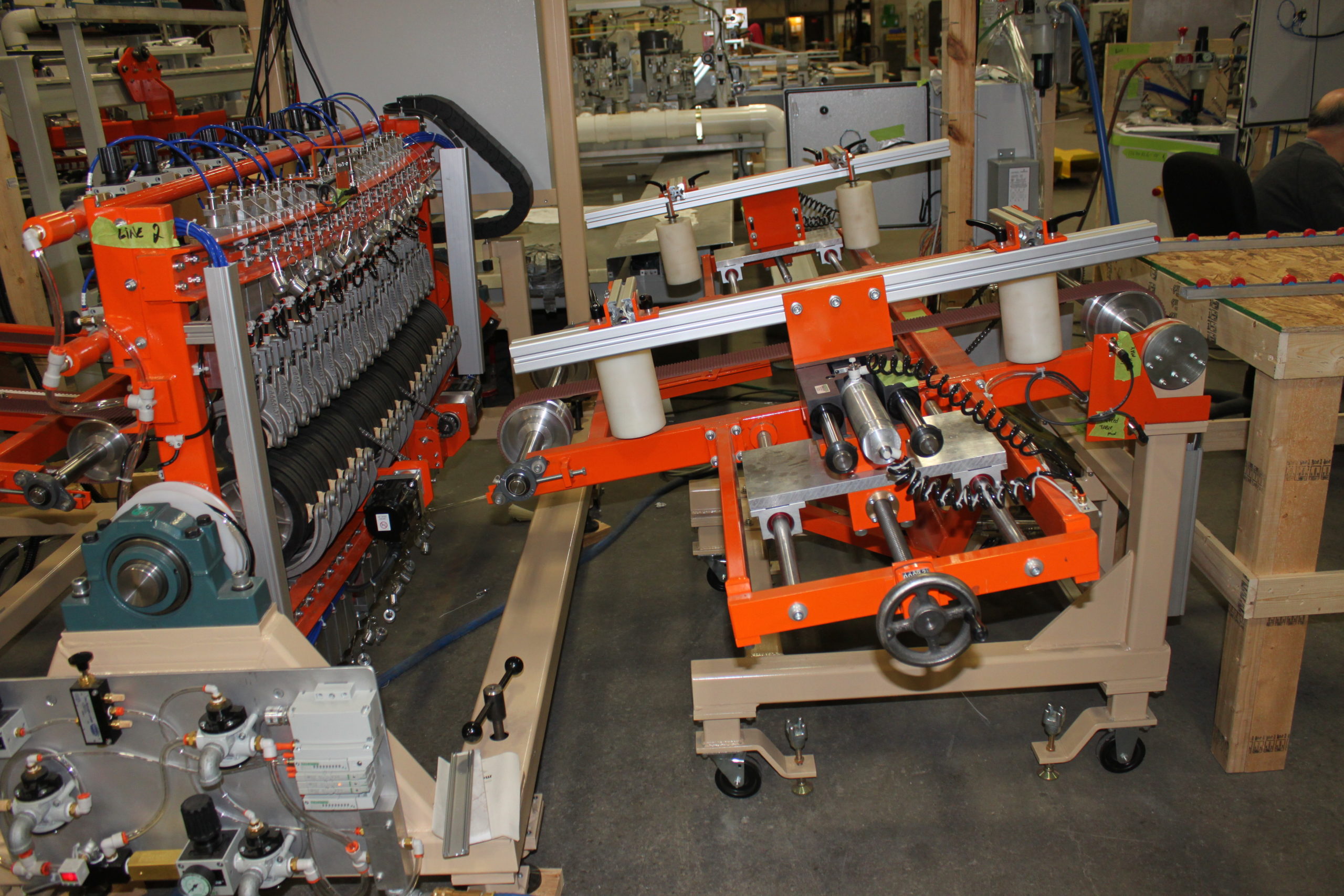
The entry tilt table (and often also the exit tilt table), is fitted with squaring subassemblies: Pneumatic Pushers (manual adjustment):
- Pusher arrangements on both sides of the conveyor. A lead screw with guide rods and bunting bearings, adjusts the pushers for the width of the glass. Two large cylindrical nylon, or similar, rollers are mounted to shafts via clamp blocks which allow for adjustment of the rollers in X-Y and tilt angle. The main mounting shaft is attached to a block which is guided via Lamina gibs and powered in and out by the air cylinder. The squaring rolls are allowed to rotate and float up / down via springs. A sensor is typically centrally mounted on the table to signal the cylinders to actuate.
- Pneumatic Pushers automatic adjustment): width setting of the above units can be servo driven.
- Servo Actuators: Individual servo assemblies can be programmed for a specific width or even to change positions as the glass enters the nipper. This is especially helpful when precise positioning of the entry corner of the glass is required, or if the glass has a tendency to turn as it enters the nipper. This is also helpful on the exit side. When more severe bends/shapes cause the windshield to turn as it passes through the nipper, it may cause the trailing corner to pass at an incorrect angle to the nipper rollers. The programmable pushers can be used to force the windshield to exit the nip rollers in a certain way.
Another option available is a dampening assembly for the entry or exit tilt tables. When the tilt table must be at a severe angle due to the bend of the windshield, glass may fall a significant distance as it enters the table. The dampening assembly cushions the fall of the glass onto the tilt conveyor. This is done via a set of rollers that protrude through the belts when there is no glass on the conveyor. These rollers are mounted via a counterweighted frame, and also include an adjustable dampening mechanism.
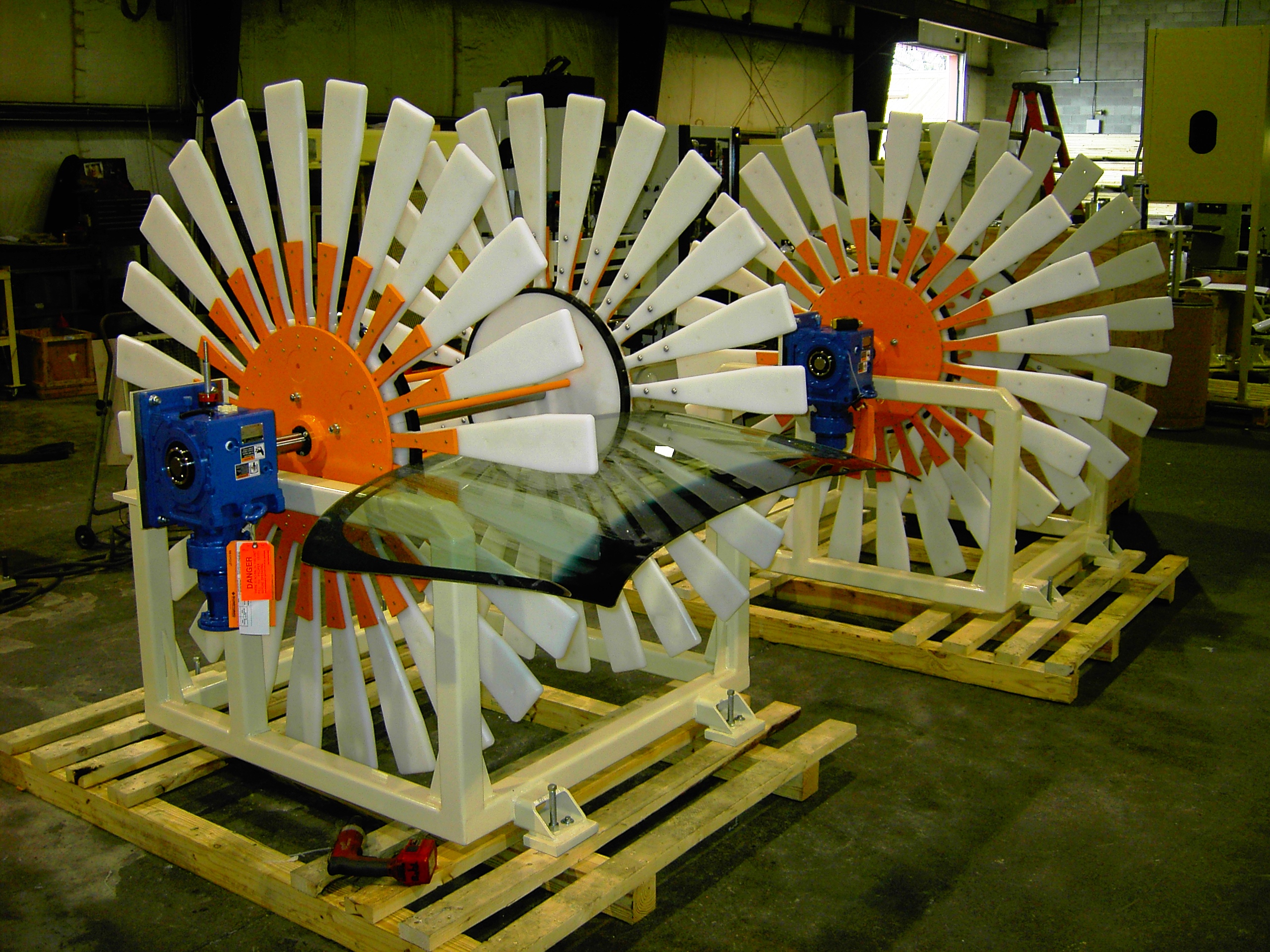
Swing-arm Manipulators, Rotators, etc.
For complete line solutions, various optional configurations have been achieved in the past, due to varying Customer wishes. In order to optimize the heating time, the windshield assembly is normally processed through the ovens in a long-edge-leading orientation, however the parts must be processed through the Nipper Press in a short edge leading orientation. Therefore, a means of part rotation is required.
Swing-arm Manipulator with cantilevered roll conveyor
- These units are designed to pickup the windshield at the exit of the oven, swing it 90 degrees, and lay the part onto a cantilevered roll conveyor. The unit is a motorized cam assembly. These units have been used in many installations, and also lend themselves to doubling the capacity of the Nipper Roll Line. Click to see an example layout of a double swing-arm arrangement
In-Line 90 degree Rotators
- These units may be placed in line following the oven and prior to the Nipper Entry Conveyor
- Roll Conveyor with Pneumatic Rotator
- Belt Conveyor with underline vacuum shuttle with rotation
- This unit has been designed to optimize the cycle time, by providing a transport of the glass during the rotation.
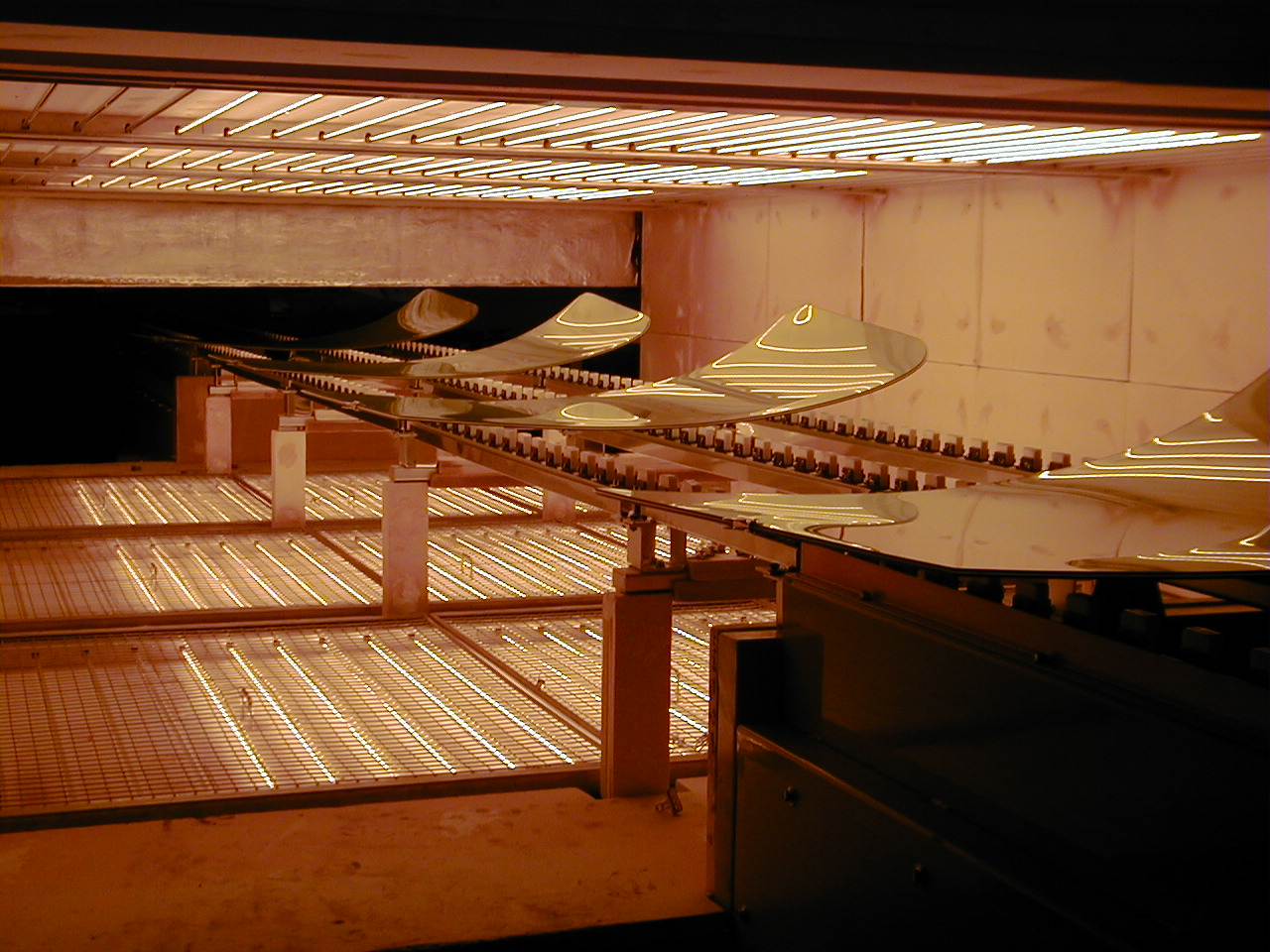
Tacking and De-Airing Ovens
Glassline can provide Tacking and De-Airing Ovens to your specific requirements.

-

- Digital StillCamera

-
- OLYMPUS DIGITAL CAMERA
-
- Digital StillCamera